昆明耐切割輸送帶工業皮帶
發布時間:2024-02-14 01:58:56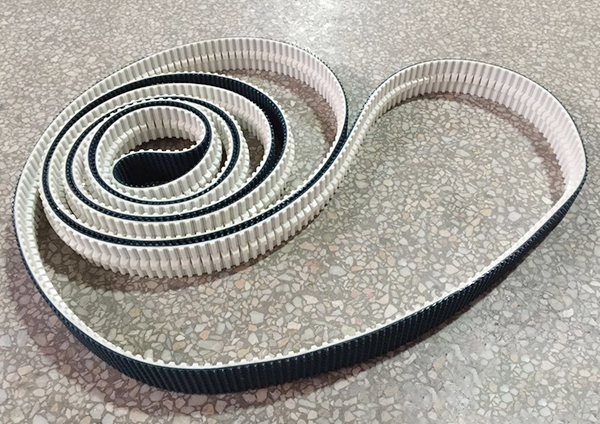
昆明耐切割輸送帶工業皮帶
我們在生產實踐的過程中,可能會出現皮帶輸送機斷帶的事情,那么出現這種現象的原因有哪些呢?接下來輸送帶廠家的小編就來給大家簡單的介紹一下。原因一:皮帶輸送機接頭質量不好。皮帶輸送機的接頭可以分為兩種,一種是機械接頭另外一種就是硫化接頭,前者不如后者,現已很少用。接頭作為皮帶輸送機兩節膠帶相互間的連接點,如果質量不好有可能會形成斷帶的事情出現,往往下面這四種情況可能會出現斷帶;1. 在硫化的過程中,如果鋼絲芯膠帶接頭是緊狀況,此刻如果在進行加熱可能會形成鋼絲繩和橡膠層內呈現細微抽動,進而添加接頭開裂的可能性。2. 在出產接頭時所選用的硫化工藝規范不合格,因此所生產出來的接頭知道不合格也會呈現出開裂的事端。3. 硫化接頭在運行的過程中往往會因為粉塵掩蓋在鋼絲和膠料而致使后者呈現銹蝕或開膠,進而形成皮帶輸送機接頭開裂。4. 可能皮帶輸送機接頭運用材料不合格,就非常容易被磨損、腐蝕變軟弱,這樣一來強作用力的狀況下易呈現開裂。原因二:皮帶輸送機膠帶質量不合格。膠帶作為皮帶輸送機的重要組成部分,作用主要的作用就是承載礦物并運送至指定地址,并且企業所用的膠帶質量不合格,再加上使用年限比較長,超負荷運轉或日常保護不到位,會可能會因物料塊度太大、皮帶輸送機可能會卡住等原因,使得斷帶的現象。

昆明耐切割輸送帶工業皮帶
花紋輸送帶的用途和特征。花紋輸送帶是有帶體和花紋部分組成,由于運輸的物料不同和輸送機傾角大小,要求花紋的形狀和高低深淺不同。一、形狀和特征。輸送帶面上有高于帶體的“人”字形花紋,花紋可以是開口的,也可是封閉的,每一種花紋又可分文高中低三種。 二、用途:使用于小于等于40度傾斜角的粉狀、顆粒狀、小塊物料輸送,也可輸送包裝袋物料。輸送帶存放時應遵守以下準則:1、存放倉庫溫度、濕度要適合,一般要求溫度在18~40℃之間,相對濕度在50~80之間。2、耐熱耐高溫輸送帶存放時應該成卷存放,不可折疊存放,存放期間應按季節定時動。3、倉庫存放時避免陽光直射,避免與酸堿、有機溶劑等物質接觸,距離發電裝置一定距離,因為發電裝置工作時會制造臭氧,會對輸送帶產生腐蝕,使耐熱耐高溫輸送帶老化。

昆明耐切割輸送帶工業皮帶
說到輸送帶粘接方法目前就兩種。冷粘皮帶粘接和熱硫化皮帶粘接。這兩種接頭強度能達到輸送帶的80—90%;機械接頭強力只達60—65%。并且這種接法不漏料,不容易撕裂和不容易傷滾筒。但這兩種接法也各有優缺點。下面輸送帶廠家小編就給大家具體介紹一下: 輸送帶冷粘:優點是粘接速度快時間短,成本低,位置比較好選擇。缺點是對環境要求很高,比如說雨雪天,灰塵,粘接劑受氣溫影響很大。耐久性沒有熱粘時間長。溫度、濕度或者輸送帶厚度較大的不適合冷粘。 輸送帶熱粘:由于熱粘接頭完全封閉,所以受環境影響較差,使用壽命長。缺點熱接頭需要硫化機,需要380的電源,輸送機的搬運都比較費力。相對成本高。但相比較而言我向大家推薦熱硫化。

昆明耐切割輸送帶工業皮帶
在硫化修補時應該注意哪些問題呢?其實也就和輸送帶接頭方法一樣。修補流程:1、現將舊的pv輸送帶斷裂處擦拭干凈,以免弄臟接頭設備。2、確定好規格加長的話需要接兩個頭,縮短則不用。3、確定好后將輸送帶損壞部位應經行分層、打齒、對接。4、然后將打好的輸送帶齒對接,再用熱風槍焊接在一起。5、使用熱硫化修補器或硫化機進行加壓、加溫硫化。硫化修補時應該注意:1、根據輸送帶的損傷尺寸,沿損傷側至少伸出15~20mm,劃出切割修補線,45度角切割,并將損傷的蓋膠剝離。切割時注意不要損壞下面的布層。2、硫化機控制器溫度控制在145~150℃。當上、下硫化板溫度穩定時,硫化時間為35~45分鐘。(根據膠帶的厚度,每4分鐘可硫化1毫米左右的橡膠。)3、直到硫化板的溫度降到70℃以下,可以釋放硫化機的壓力,然后可以拆下硫化機。